分光光度計を使用した色管理 〜 テシコン 三好民社長






近年、印刷産業でも色彩計測機器を使用して印刷物や色校正の色彩管理を行う場面が当たり前になり、ISO12647やJapanColorといった色彩管理も定着しつつある。そんな中、2016年に発足した色彩技術研究会では、「今後、色彩管理について標準的に数値化が必要で、クライアントを色彩管理でリードする立場になる人材教育が必要である」との観点から勉強会を開催している。今回、2月19日に行われた管理職向け勉強会「今さら聞けない色彩管理」の中から、(有)テシコン(千葉県我孫子市)の三好民社長によるセッション「分光光度計を使用した色管理」を紙上再現する。

特色の濃度測定
今回は、「分光光度計を使用している」という前提で話を進めたい。まずは、特色の濃度測定について。
プロセス4色の濃度は、ISO5-3の通り、RGBの各色のバンドを利用してCMYの濃度を測定している。となると、特色インキの場合はどうするのか。特色の濃度は、フィルタ式の濃度計では測定できないため、ここで分光光度計の出番になる。
分光光度計は、全波長域の濃度の測定が可能なため、そのピーク濃度(D-max)で特色インキの濃度値を表示できる。
図1のインキの波形の場合、ピークが440nmで濃度値が1.18。これがこのインキの「ピーク濃度」となる。
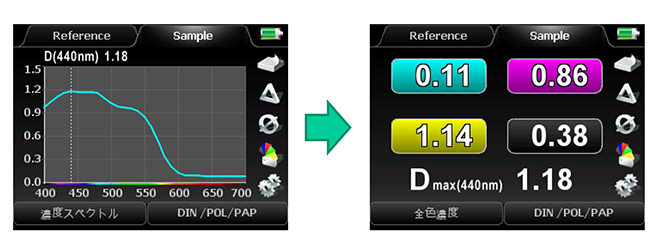
図1の右の画面は、表示上、波形のデータでは見づらいため、「全色濃度」というファンクションで分かりやすく表示したもの。シアン、マゼンタ、イエロー、ブラックの濃度のほかに、「D max」という表示があり、ここを見ることで基準とサンプルの比較や濃度差を特色として見ることができる。
一方、特色の濃度測定において「SCTV(Spot Color Tone Value)」という言葉をご存じだろうか。これは、特色の網%測定の新しい公式で、ISO20654:2017年度版からこの計算式が登用されている。
これは、ベタ濃度と網濃度からマレイ・デービスの公式にて網%を算出するのではなく、SCTVは、XYZ表色系から網%を計算する公式で、実際計算式を見ると「大変だ」と思われるかもしれないが、いまは測定器に搭載されているので簡単に利用できる。なお、これは特色インキ専用でプロセスカラーでの使用は今のところ認められていない。
色の表現
「色を数値化する」という話の前に、色の表現について考えてみたい。
色名には、慣用色名・固有色名(桃色、つつじ色、桜色、薔薇色など)や系統色名(くすんだ赤、鮮やかな赤、澄んだ赤など)などがある。クライアントがこのような表現で指示をくれれば、日本人ならおよその色を想像できる。私はこれも表色系の一部だと考えている。実際の現場では「みずみずしく」「シズル感」「赤っぽく」「青っぽく」など、曖昧な表現が飛び交っている。これだと色は想像できない。日本人限定にはなるが、色を共有できる慣用色名、系統色名は表色系のひとつだと言える。
ここから本題に入る。表色系には代表的なものとしてマンセル表色系とCIE L*a*b*表色系の2つがある。マンセル表色系は、かなり大きなキューブで構成され、色相、明度、彩度で色を表す。オリジナルは1,600色くらいで、印刷用途としては段階が荒いが、看板屋などでよく使われていた。
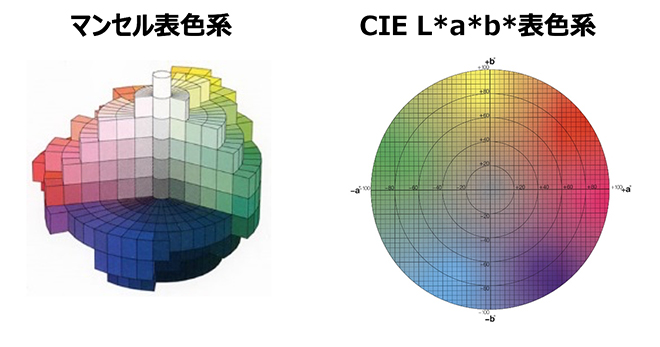
これに対してCIE L*a*b*は、円状に綺麗なグラデーションで表現されており、段階も無限である。色をa*b*で表現し、明るさをL*で表現。3次元で色を住所番地化できる。
「色を数値化する」という面では、正確に表現でき、非常に見やすい表色系で、「赤っぽい」はaにプラス、「青っぽい」はbにマイナスというように分かりやすい。印刷産業ではスタンダートとして使用されている。
色差式
L*a*b*表色系における色の座標が分かったところで、次は色差だ。色見本と印刷物の色差を求める計算式がある。「CIE⊿E*a*b*」、通称「⊿E76」と呼ばれるもので、基準色とサンプルのL*a*b*値から2色の空間的な距離を色差として表す。非常に簡単である。
ただ、この計算式には色度図が「丸い」ということに起因する弱点がある。外周の方の色(濃い色)は、人の目には数値ほど差が出ないという点だ。簡単に言えば「クライアントを騙せる色」。数値が5くらい違っても色度図の端の色はほとんど通る。しかし、中心の無彩色に近い色は、少しでも赤いと、クライアントは「赤い」と認識する。数値が1以内でも「色が違う」というクライアントもいる。
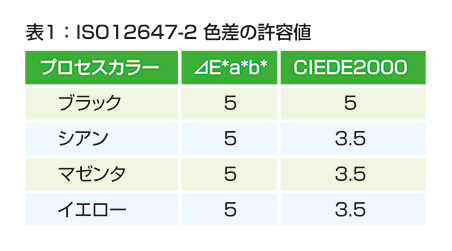
その弱点を埋めるための新しい色差式が「CIEDE2000」である。これは、より人の感覚に近い色差を算出する色差色で、表1のようにISO12647-2で色差の許容値が参考値として示されている。





躍進企業レポート